
JIUYUAN
20+ YILODM ve OEM
Elektrik ve mekanik
20+ YILODM ve OEM
Elektrik ve mekanik

Kategoriler
yakın zamanda Gönderilenler
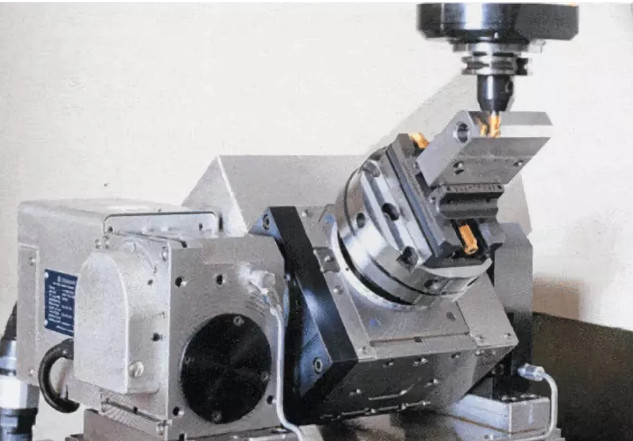
Orta takım hizalama adımlarıCNC işleme parçaları
Örnek olarak eserin merkezini alın.
İş parçası mili 1, kesici artefaktlar tarafından bırakılıyor, X değerini hatırlıyor, bıçak, artefaktların sağına hareket ediyor, sağda, X değerini hatırlıyor, iki X değeri, ortalama, G54 X 2'de kayıtlı ana mil döndürülüyor üzerinde, iş parçası üzerinde kesicinin önü, Y değerini hatırla, bıçak, iş parçasının arkasına taşındı, arkaya yakın, Y değerini hatırla, iki Y değeri, ortalama, G54 Y 3 ana miline kayıt açılır, iş parçasının yüzeyine bağlı olarak, freze bıçağı ile yavaşça Z değerini hatırlayın, G54 Z'ye koyun. G92 komutu, takımın mevcut konumuna bağlı olan iş parçası koordinat sistemini kurmak için kullanılır.
Bu talimatın uygulama formatı G92 X_Y_Z_'dir; bu, aletin iş parçası koordinat sistemindeki mevcut konumunun koordinat değerinin (X_,Y_,Z_) olduğu anlamına gelir.
(1) X yönünde iş parçası konturuna temas etmek için bir freze bıçağı kullanıldığında ve daha sonra iki derece M2 ile temas etmek için iş mili X yönünde iş parçası konturunun diğer tarafına hareket ettirildiğinde M1 okuma değeri elde edilir.Takım tamamlayıcı ölçüm sayfasında M=M2-M1 girin.
(2) İş parçası konturu bir freze bıçağıyla Z yönünde temas ettirilerek N1 okuma değeri elde edilir.Ardından, iki derece N2 elde etmek için iş parçası konturunun diğer tarafıyla Z yönünde temas edecek şekilde iş milini hareket ettirin.Araç tamamlayıcı ölçüm sayfasında N= mn2-n1 girin. UG programlama öğrenmek istiyorsanız küçük ekleyebilirsiniz YAPILANDIRMA SQ: 770573829 öğrenme materyalleri ve kurslar alın.
Kesiciden kesiciye amacı, iş parçası koordinat sistemi ile takım tezgahı koordinat sistemi arasındaki uzamsal konum ilişkisini kesici veya takım aracılığıyla araca belirlemek ve takım verilerini ilgili depolama konumuna girmektir. nc işlemede işlem içeriği, doğruluğu parçaların işleme doğruluğunu doğrudan etkileyecektir. Bıçak ayarlama işlemi X, Y ve Z yönüne bölünmüştür.
JIUYUAN, 3000 metrekarelik CNC işleme atölyesi için iki kata sahiptir ve alüminyum CNC işlenmiş parçalar için kendi anodize fabrikamızı inşa etmiştir.
CNC atölyesinde 20 takım 4 eksenli CNC işleme merkezi, 12 takım 3 eksenli CNC makinesi, 18 takım delme makinesi ve 10 takım torna tezgahı bulunmaktadır.
avantajımız var alüminyum CNC işleme parçaları,anodize CNC işleme parçaları,çelik CNC işleme parçaları,plastik CNC işleme parçaları,çeşitli hassas CNC işleme parçaları.
tel:+8613267205630
Naber :13267205630
E-posta:emily@jiuyuan999.com
Skype:emilymoonjiang






